















荆门不锈钢柔性防水套管的焊接规范--中泰管道
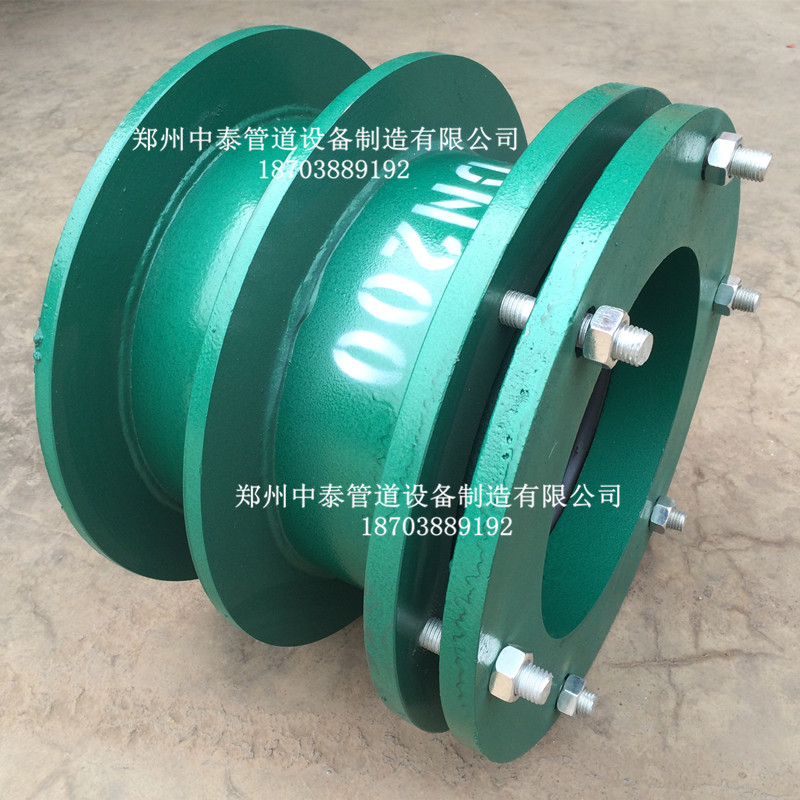
不锈钢柔性防水套管的焊接规范:
1、焊件的切割和坡口加工宜采用机械方法,也可采用等离子弧加工方法,坡口除去坡口表面的氧化皮、及影响接头质量表面的表面层,并应将凹凸不平处打磨平整。
2、焊件组对前应将坡口及其内外侧表面不小于10 mm范围内的油、漆、垢、锈、毛刺及镀锌层等清除干净,切不得有裂纹、夹层等缺陷。
3、防水套管管子或防水套管管件对接焊缝组对时,内壁应其平,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm。
4、不锈钢防水套管焊件坡口两侧各100mm范围内,在施焊前应采取防止焊接飞溅物沾污焊件表面的措施。
5、焊丝的选用,应按照母材的化学成分、力学性能、焊接接头的抗裂性、使用条件及施工条件等因素综合确定。
6、严禁在坡口之外的母材表面引弧和试验电流,并应防止电弧擦伤母材。
7、对壁厚为3mm以上的不锈钢防水套管为保证焊透,对口间隙稍大一点,此时要适当填充焊丝,焊丝直径1.5mm。
8、为保证焊缝的内部质量,管子内部进行充氩保护。
9、焊完的焊缝也应该进行本能洗、钝化,是焊缝得到与母材具有类似的光泽,同时,产生钝化膜后,使焊缝处有了抗氧化的能力。
- 上一篇:江西柔性防水套管的漏水原因--中泰管道 2021/2/21
- 下一篇:安徽柔性防水套管倾斜安装要确保位置固定牢固--中泰管道 2021/1/29