

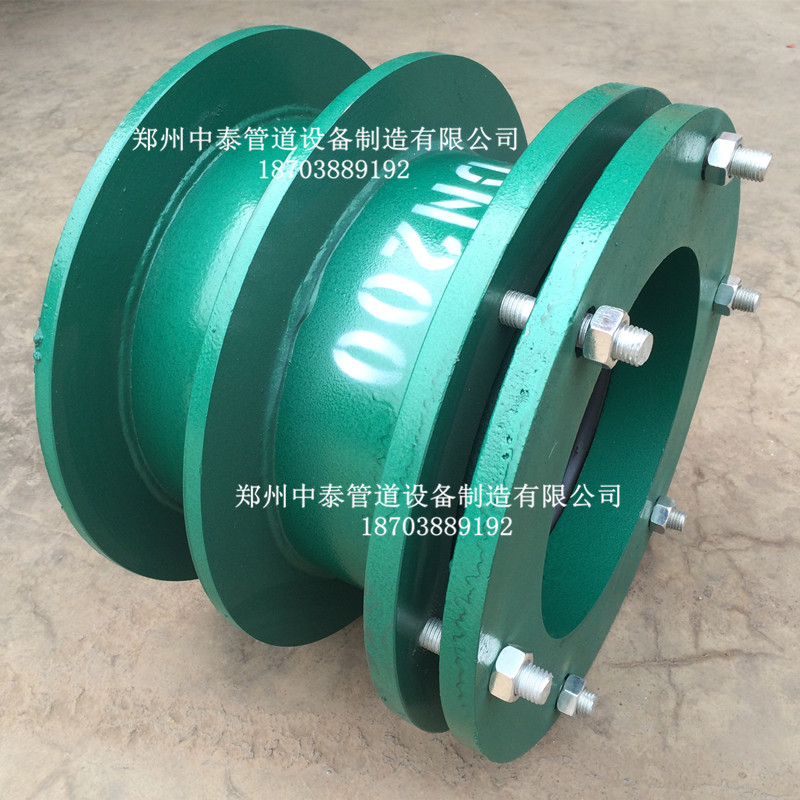














中泰大口径防水套管埋弧焊操作技术
中泰大口径防水套管埋弧焊操作技术 :
(1)对接直焊缝焊接技术 对接直焊缝的焊接方法有两种基本类型,即单面焊和双面焊。根据钢板厚度又可分为单层焊、多层焊,又有各种衬垫法和无衬垫法。
1)焊剂垫法埋弧自动焊。在焊接对接焊缝时,为了防止熔渣和熔池金属的泄漏,采用焊剂垫作为衬垫进行焊接。焊剂垫的焊剂与焊接用的焊剂相同。焊剂要与焊件背面贴紧,能够承受一定的均匀的托力。要选用较大的焊接规范,使工件熔透,以达到双面成形。
2)手工焊封底埋弧自动焊。对无法使用衬垫的焊缝,可先行用手工焊进行封底,然后再采用埋弧焊。
3)悬空焊。悬空焊一般用于无破口、无间隙的对接焊,它不用任何衬垫,装配间隙要求非常严格。为了保证焊透,正面焊时要焊透工件厚度的40%~50%,背面焊时必须保证焊透60%~70%。在实际操作中一般很难测出熔深,经常是靠焊接时观察熔池背面颜色来判
断估计,所以要有一定的经验。
4)多层埋弧焊。对于较厚钢板,一次不能焊完的,可采用多层焊。第0一层焊时,规范不要太大,既要保证焊透,又要避免裂纹等缺陷。每层焊缝的接头要错开,不可重叠。
(2)对接环焊缝焊接技术
圆形简体的对接环缝的埋弧焊要采用带有调速装置的滚胎。如果需要双面焊,第0一遍需将焊剂垫放在下面简体外壁焊缝处。将焊接小车固定在悬臂架上,伸到筒体内焊下平焊。焊丝应偏移中心线下坡焊位置上。第二遍正面焊接时,在筒体外,上平焊处进行施焊。
(3)角接焊缝焊接技术
埋弧自动焊的角接焊缝主要出现在T形接头和搭接接头中。一般可采取船形焊和斜角焊两种形式。
(4)埋弧半自动焊
埋弧半自动焊主要是软管自动焊,其特点是采用较细直径(2mm或2mm以下)的焊丝,焊丝通过弯曲的软管送入熔池。电弧的移动是靠手工来完成,而焊丝的送进是自动的。半自动焊可以代替自动焊焊接一些弯曲和较短的焊缝,主要应用于角焊缝,也可用于对接焊缝。
公司地址:巩义市西村镇管道设备产业园,传真:0371-60321633,电话:0371-60321633手机:18703889192,客服QQ:125309222,联系人:刘雷,厂址:巩义市西村镇管道设备产业园,邮编:451281,若想了解更多可登陆我公司网址:www.ztfstg.com在线咨询。
- 上一篇:中泰钢制柔性防水套管的分类 2017/10/27
- 下一篇:陕西消防水池专用预埋防水套管 2017/10/26