















人防密闭套管安装制作流程--中泰管道
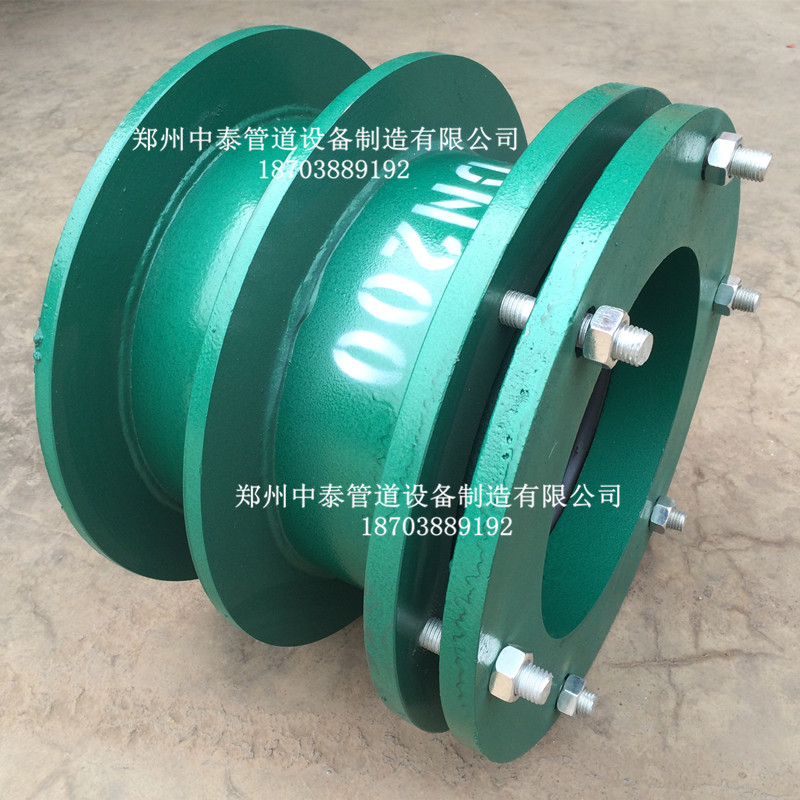
1、套管加工前先将套管外的铁锈打磨干净,套管管径比穿越管道大2号,穿墙DN200套管共有0.2米、0.3米、0.7米3种规格;穿墙150套管共有0.2米、0.3米、0.6米3种规格。
2、刚性防水套管制作尺寸如附表一所示。
3、套管切割完毕后,留下的飞边毛刺应需打磨光滑。
4、加工好的套管须对其内壁进行除锈并刷防腐处理。
5、套管内应填满锯末并用胶带封死。
孔洞预留
1、现场核对预留孔洞的轴线位置、标高,预留孔洞位置必须与图纸位置相符,并用油漆在模板上标出位置。
2、各种预留孔洞在与结构钢筋有矛盾时,不得私自断筋,必须与土建有关人员进行协商,办好手续后方可断筋,并由土建进行补强处理。
3、楼板上的孔洞预留采用焊接钢管加工成模具,重复利用。加工原则为:模具管比穿越管大两个型号的焊接钢管加工。
套管的安装
1、穿墙处均应预埋套管,穿墙套管长度与墙饰面齐平。
2、管道穿越钢筋混凝土墙、梁处应预埋钢套管,管道穿越地下室外墙处应预埋刚性防水套管。
3、安装刚性防水套管时翼环需安装在墙体中心位置。
4、套管内填充较松软的填充物,然后进行套管安装,以防止水泥注入。待水泥浇注凝固后,检查套管预埋位置及标高是否正确,如不正确必须及时调整,无法调整时及时向工长汇报,协商解决。
5、合理安排劳动力,配合土建施工,混凝土浇筑过程中,安排专人看护预留,及时调整修补,做好成品、半成品的保护。施工过程中,注意节约材料;施工完毕后,坚持工完场清。
6、质量技术标准:翼环应表面平整垂直,焊接于套管中心部位;焊缝饱满、圆滑,无夹渣咬肉、气孔;焊后应及时清理焊渣和表面的污物;套管管口边无飞边毛刺;管内外壁均应严格除锈,套管内壁防腐前须彻底除锈;套管预留标高严格按照图纸尺寸预留。

- 上一篇:无锡防护密闭套管使用注意事项--中泰管道 2020/7/20
- 下一篇:漯河柔性防水套管施工管道预埋技术要求--中泰管道 2020/7/16